Servo Motor Automatic Capping Machine with Feeder Pneumatic Bottle
Capping Machine Screw Bottles for Metal and Plastic Caps
CM100 Production Line Integration — Building a Complete Filling &
Capping Line
Beyond the Standalone Capper
The CM100 delivers exceptional capping performance as a standalone
machine. But its true potential is realized when integrated into a
complete bottling and packaging line — synchronized with upstream
filling equipment and downstream labeling, inspection, and packing
stations. This page explores how the CM100 fits into a
comprehensive production line, the integration engineering that
makes synchronization seamless, and the advantages of sourcing
multiple line components from a single manufacturer with 20 years
of packaging machinery expertise.

The Complete Bottling Line Architecture
A typical automated bottling line consists of five sequential
stations:
- 1. Bottle Unscrambling / Orientation: Empty bottles are dumped into an unscrambler, which orients them
neck-up and feeds them onto the conveyor in single file. For lines
requiring bottle cleaning before filling, a bottle washer or air
rinser is positioned after the unscrambler.
- 2. Liquid Filling: The filling machine dispenses product into bottles by volume
(piston filler, flow meter), by level (overflow filler), or by
weight (gravimetric / load cell filler). Fill accuracy, speed, and
compatibility with your product viscosity and foaming
characteristics determine filler selection.
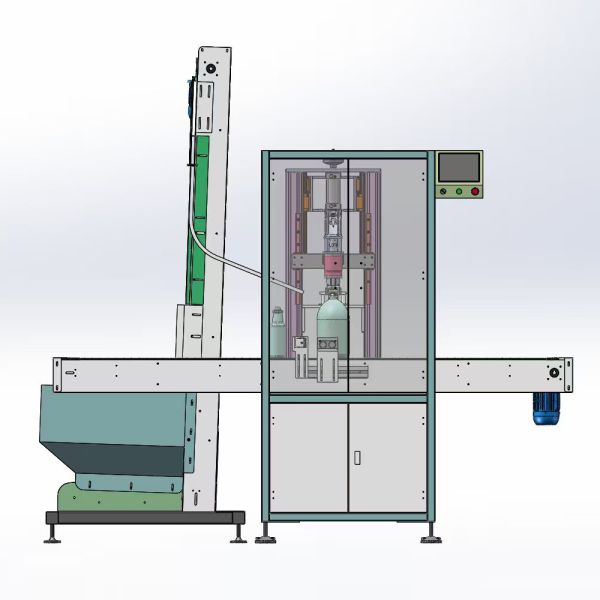
- 3. Capping (CM100): Filled bottles enter the CM100, where caps are fed, placed, and
tightened to precise servo-controlled torque. The CM100's frequency
converter adjusts conveyor speed to match the filling machine's
output rate, ensuring smooth bottle flow without accumulation or
starvation between stations.
- 4. Labeling: Capped bottles proceed to the labeling station — which may be a
wrap-around labeler for cylindrical bottles, a front-and-back
labeler for flat-panel containers, or a top labeler for jars and
tubs.
- Optional Station — Induction Sealing: For products requiring a tamper-evident foil seal beneath the cap,
an induction sealing machine is positioned between capping and
labeling. The CM100 tightens the cap with the foil liner in place;
the induction sealer heats and bonds the foil to the bottle rim.
How the CM100 Synchronizes with Line Equipment
The CM100 uses several mechanisms to maintain seamless
synchronization with upstream and downstream equipment:
- Conveyor Speed Matching: The conveyor's frequency converter is adjustable from the HMI,
with a range of 0-40 m/min. In a fully integrated line, the CM100's
conveyor speed can be slaved to the filling machine's output speed
via a signal connection, ensuring the capper runs at exactly the
pace needed to process incoming bottles without backup or gap.
- Bottle Accumulation Buffer: Between the filler and the capper, a short accumulation zone
(typically 1-2 meters of conveyor) provides a buffer that absorbs
minor speed fluctuations between the two machines. The CM100's
dual-cylinder bottle stopper system manages bottle entry from this
buffer zone.
- Fault Communication: In an integrated line, the CM100 can communicate fault conditions
to upstream and downstream equipment via signal exchange. If the
capper stops due to a cap jam, it signals the filler to pause,
preventing bottles from accumulating between stations. Conversely,
if the filler stops, the CM100 continues processing bottles in its
infeed zone until the buffer is empty, then pauses.
- Centralized HMI Option: For lines where all equipment is sourced from our company, a
centralized line-control HMI can be provided, giving one operator
visibility and control over all stations from a single touchscreen
— line speed, individual station status, alarm summary, and
production counters.
The Single-Source Advantage
Sourcing your bottling line equipment from a single manufacturer
offers several practical advantages over assembling a line from
multiple vendors:
- Single Point of Responsibility: When the filler, capper, and labeler all come from one company,
there is one contact for technical support, one warranty
administrator, and one engineering team responsible for ensuring
all components work together. The "finger-pointing" between vendors
that plagues multi-vendor lines is eliminated.
- Pre-Verified Integration: Before shipment, a multi-station line can be set up and run in our
Shanghai facility with your actual products, bottles, and caps.
Conveyor heights are verified, transfer points are confirmed, and
line speed is balanced. When the line arrives at your facility, you
are plugging in a pre-tested system, not debugging integration
issues between unfamiliar machines.
- Unified Spare Parts: Common electrical components (PLC, HMI, sensors, VFD) are
standardized across all stations, reducing the variety of spare
parts you need to stock and simplifying maintenance training.
- Coordinated Delivery & Installation: All stations ship together in a coordinated logistics plan, arrive
on a single timeline, and can be installed and commissioned in a
single service visit — minimizing the disruption to your production
schedule.
Product FAQ
Q: Can the CM100 integrate with my existing filler from another
manufacturer?
A: Yes. The CM100 is designed for integration with third-party
equipment. We request the mechanical interface specifications
(conveyor height, bottle transfer height, conveyor width) and
electrical interface requirements (signal voltage, run/stop logic)
of your existing equipment during the quotation process. Our
engineering team provides an interface drawing confirming
compatibility.
Q: What is the minimum conveyor distance needed between the filler
and the CM100?
A: We recommend a minimum of 1-1.5 meters of conveyor between the
filler discharge and the CM100 infeed to provide a bottle
accumulation buffer. Exact requirements depend on your bottle
diameter and line speed. Our line layout drawings specify the
recommended spacing.
Q: Do you provide complete turnkey lines including filling,
capping, and labeling?
A: Yes. As a packaging machinery manufacturer with 20 years of
experience, we supply filling machines, capping machines (including
the CM100), labeling machines, and auxiliary equipment (conveyors,
turntables, induction sealers, coding systems). We provide complete
line engineering, factory integration testing, and on-site
commissioning.
Q: Can the line speed be controlled from a single point?
A: Yes. In lines where all stations are our equipment, a
centralized line-control HMI provides single-point speed control
with automatic synchronization across all stations. For
mixed-vendor lines, the CM100 can accept an external speed
reference signal from a master controller.
Company FAQ
Q: Do you provide line layout and engineering services?
A: Yes. Our engineering team provides complete 2D line layout
drawings (AutoCAD) and, for complex installations, 3D renderings
showing equipment placement, conveyor routing, operator access, and
utility connection points. This service is included with
multi-machine orders.
Q: What information do you need to design a complete line?
A: We need: bottle type and dimensions, cap type and dimensions,
product characteristics (viscosity, foaming tendency, fill
temperature), target line speed (bottles per minute), available
floor space with dimensions, utility availability (voltage,
compressed air if applicable), and any special environmental
requirements (washdown, cleanroom, explosion-proof).
Q: Do you offer line installation supervision?
A: Yes. Our service engineers can be on-site to supervise
installation, perform commissioning, conduct operator training, and
run the first production batches. Installation supervision is
quoted separately based on location and duration.
Q: What is the typical project timeline for a complete bottling
line?
A: Engineering and design: 2-3 weeks. Manufacturing: 20-35 business
days (standard configurations) or 25-45 business days (customized).
Factory integration testing: 3-5 days. Shipping: varies by
destination (sea freight 15-35 days, air freight 3-7 days).
Installation and commissioning: 3-7 days on-site. Total:
approximately 8-14 weeks from order to production start, depending
on configuration complexity and shipping destination.

