
TORICH is an enterprise that has been producing precision steel pipes and steel pipe processing for over 20 years, with a factory area of approximately 20000 square meters
| Sign In | Join Free | My infospaceinc.com |
|
| Sign In | Join Free | My infospaceinc.com |
|
| Categories | Welded Steel Tube |
|---|---|
| Model Number: | GB/T 33156 |
| Brand Name: | TORICH |
| MOQ: | 1 Tons |
| Delivery Time: | 20-30days upon products |
| Price: | 800-1000 USD/Tons |
| Certification: | ISO9001, ISO14001, TS16949 |
| Place of Origin: | Zhejiang/China |
| Packaging Details: | In bundles or in wooden boxes. |
| Payment Terms: | L/C, D/A, D/P, T/T, Western Union, MoneyGram |
| Supply Ability: | 60000 Ton/Tons per Year |
| Company Info. |
| TORICH INTERNATIONAL LIMITED |
| Verified Supplier |
| View Contact Details |
| Product List |

GB/T 33156 cold-drawn precision welded steel tubes are designed for manufacturing the pressure cylinders of gas springs. The tubes are produced from electric-resistance-welded hollows followed by cold drawing or cold rolling, providing contrkness, improved concentricity and a smooth internal surface.
The dimensional accuracy and internal surface quality are particularly important because the tube normally works directly with the piston, guide, sealing element and pressurized nitrogen chamber. Stable tube geometry helps reduce seal wear, gas leakage, friction variation and inconsistent extension force.
GB/T 33156-2016 is the current dedicated Chinese product standard for precision welded tubes for gas springs. A national revision project is presently consolidating GB/T 33156-2016 and GB/T 31315-2014 into a broader standard for cold-drawn or cold-rolled precision welded structural tubes.
| Item | Available Specification |
|---|---|
| Product | Cold-drawn or cold-rolled precision welded steel tube |
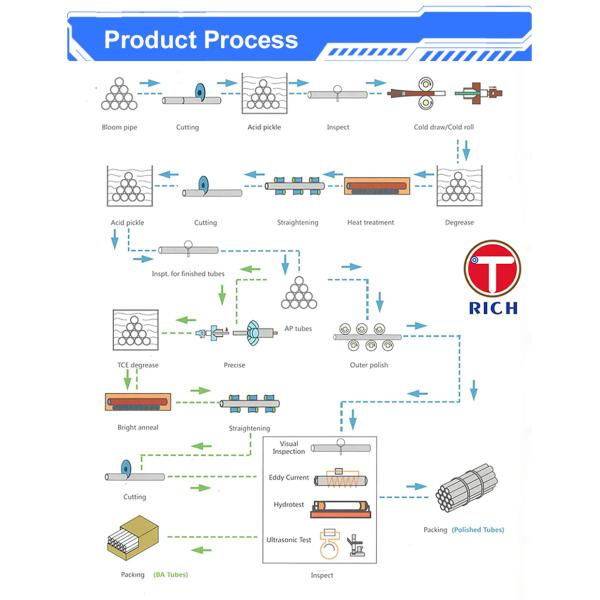
| Manufacturing Route | Steel strip → ERW forming and welding → weld treatment → cold drawing or cold rolling → heat treatment → finishing |
| Main Standard | GB/T 33156-2016 |
| Material Grades | Q195, Q215, Q235, Q275, Q345 |
| Comparable EN Grades | E155, E195, E235, E275 and E355, subject to technical confirmation |
| Outside Diameter | Normally 15–200 mm |
| Wall Thickness | Normally 0.8–16 mm |
| Length | 1–12 m, cut lengths available |
| Common Gas-Spring Sizes | 15 × 1 mm, 19 × 1.5 mm, 20 × 1 mm, 20 × 1.5 mm, 23.2 × 1.6 mm and 25.4 × 0.9 mm |
| OD Tolerance | Typically up to ±0.06 mm for selected precision sizes |
| Wall-Thickness Tolerance | Typically up to ±0.03 mm for selected sizes, subject to OD/WT ratio |
| Inside Diameter | Controlled according to gas-spring piston and sealing requirements |
| Straightness | Typically ≤0.5 mm per 1,000 mm |
| Internal Surface Roughness | Ra ≤0.4 μm available after precision drawing and finishing |
| Ovality | Controlled within the applicable dimensional tolerance; tighter limits available by agreement |
| Surface Condition | Oiled, phosphated, galvanized, blackened or customer-specified coating |
| Internal Surface | Cold-drawn smooth, honed, skived or specially cleaned where required |
| Delivery Conditions | Cold drawn, stress-relieved, annealed or normalized |
| Heat Treatment | +C, +LC, +SR, +A or +N according to the required strength and forming condition |
| End Condition | Mill-cut, deburred, chamfered or precision cut |
| Inspection | Dimensional inspection, tensile test, flattening test, weld integrity inspection, eddy-current testing and surface-roughness measurement |
| Documentation | EN 10204 3.1 inspection certificate available |
The inside diameter can be controlled as the primary ordered dimension. This is important when the gas-spring piston, guide bush and sealing package operate directly against the tube bore.
For selected sizes, ID tolerances can be controlled within approximately ±0.03–0.05 mm, subject to wall thickness, reduction ratio and heat-treatment condition.
Precision cold drawing reduces weld-line irregularity and improves the internal surface compared with ordinary ERW tubing. Internal surface roughness down to approximately Ra 0.4 μm is available for gas-spring cylinder applications.
A smoother bore helps:
Cold drawing through a die and over a mandrel simultaneously corrects the outside diameter, inside diameter and wall distribution. This provides more consistent concentricity than standard as-welded mechanical tubing.
Improved concentricity helps maintain uniform clearance between the piston assembly and cylinder bore.
The original ERW weld is cold worked together with the tube body. Depending on the delivery condition, subsequent stress relieving, annealing or normalizing reduces the difference between the weld area and the parent material.
Weld integrity can be verified by eddy-current testing, flattening tests and destructive section inspection.
The tube can be supplied in different delivery conditions:
| Condition | Description | Typical Selection Reason |
|---|---|---|
| +C | Cold drawn, no final heat treatment | Higher strength and dimensional stability |
| +LC | Lightly cold worked | Improved formability with retained dimensional accuracy |
| +SR | Stress relieved | Reduced residual stress after drawing |
| +A | Annealed | Maximum ductility for subsequent forming |
| +N | Normalized | More uniform microstructure and mechanical properties |
A gas-spring buyer is not only purchasing a steel tube; the internal bore becomes part of the sealing and sliding system. Common procurement concerns include rough weld lines, longitudinal scratches, drawing marks and inconsistent roughness.
Our inspection plan can therefore include:
This reduces the risk of premature seal wear and unstable operating friction.
A single tolerance value is not technically valid for every combination of diameter and wall thickness. Thin-wall tubes, small-diameter tubes and low diameter-to-wall ratios respond differently during cold drawing and heat treatment.
Before production, the ordered dimensions are reviewed for:
The inspection report can include OD, ID, wall thickness, ovality and straightness records instead of reporting only the nominal tube size.
Dimensional compliance alone does not confirm that the welded tube is suitable for a pressurized gas-spring cylinder.
A suitable quality plan can combine:
This separates surface-related, dimensional and weld-integrity risks rather than relying on one final inspection.
| Standard System | Relevant Standard | Application |
|---|---|---|
| GB | GB/T 33156-2016 | Dedicated precision welded steel tubes for gas springs |
| GB | GB/T 700 | Carbon structural steel grades such as Q195, Q215, Q235 and Q275 |
| GB | GB/T 1591 | High-strength low-alloy structural steel such as Q345 |
| EN | EN 10305-2 | Welded cold-drawn precision steel tubes |
| ASTM | ASTM A513 Type 5 | Drawn-over-mandrel welded mechanical tubing |
| DIN | DIN 2393 | Historical specification for welded precision steel tubes |
| JIS | JIS G3445 | Carbon steel tubes for machine structural purposes |
| GOST | GOST 10707 | Cold-worked precision electric-welded steel tubes |
The tube is used as the outer pressure cylinder of a height-adjustment gas spring installed in an office-chair lift column.
In this component, the tube must:
| Grade | C, % Max. | Si, % Max. | Mn, % | P, % Max. | S, % Max. |
|---|---|---|---|---|---|
| Q195 | 0.12 | 0.30 | 0.25–0.50 | 0.035 | 0.040 |
| Q215 | 0.15 | 0.35 | 0.30–0.55 | 0.045 | 0.045 |
| Q235B | 0.20 | 0.35 | 0.30–0.70 | 0.045 | 0.045 |
| Q275 | 0.24 | 0.35 | 0.50–0.80 | 0.045 | 0.045 |
| Q345B | 0.20 | 0.50 | 1.00–1.70 | 0.035 | 0.035 |
| Grade | Yield Strength, MPa Min. | Tensile Strength, MPa | Elongation, % Min. | General Selection |
|---|---|---|---|---|
| Q195 | 195 | 315–430 | 33 | High formability and low-force gas springs |
| Q215 | 215 | 335–450 | 31 | General-purpose formed cylinders |
| Q235B | 235 | 370–500 | 26 | Standard gas-spring pressure cylinders |
| Q275 | 275 | 410–540 | 22 | Higher-force or thinner-wall cylinders |
| Q345B | 345 | 470–630 | 20 | High-strength and weight-reduced designs |









A: manufacturer,also can do trading.
A: Generally speaking,it is 10-15 days if the goods are in stock,or it is 30-40 days if the goods are not in stock, it is according to quantity.
A: Yes, we could offer the sample for free charge but need pay the cost of freight.
A: Payment<=2000USD, 100% in advance. Payment>=2000USD, 30% T/T in advance ,balance before shippment.
If you have another question, pls feel free to contact with me.

|